關鍵詞:棕彩棉;遠紅外;丙綸;混紡
天然彩色棉是運用基因工程使棉纖維自身具有天然色彩的棉花新品種,水洗后不褪色,穿著舒適,對人體無任何刺激。遠紅外丙綸屬保健纖維,發出遠紅外線,可加快人體血液微循環,起保健和保暖作用。用棕彩棉與遠紅外丙綸混紡研制開發的CJ/PP70/3014.5tex(C:棕彩棉,PP:遠紅外丙綸)紗,既突出了彩棉的特性,又提高了成紗的強力,用于高檔襯衣面料,符合綠色生態環保的要求,其市場前景廣闊。現介紹如下。
1原料及混紡比例的選配
1.1新疆棕彩色棉的物理指標
新疆棕彩色棉品級:一級;主體長度:30.1mm;品質長度:32.8mm;均勻度:1290;短絨率:16mm以下為10.1%;含雜率:3.86%;單纖強力:4.85eN;成熟度:1.65;細度:1.53dtex;僵片:2.1粒/g;不孕籽、破籽:5.7粒/g;帶纖維籽屑:9.5粒/g。綜觀整體,除含雜率偏高外,強力、成熟度、細度等均優于同品級本白棉。
1.2遠紅外丙綸的物理性能指標
除遠紅外的保健作用外,丙綸纖維具有易洗、快干、洗后保形性好的特點,其耐磨性、強伸性和彈性均優子棉纖維。丙綸纖維細度:1.5dtex;長度:38mm;比電阻:2.92X107Ωg/cm2;卷曲數:9.0個/25mm;卷曲度:12.7%;含油率:0.22%。
1.3混紡的比例選配與方法
為使紗線色澤自然柔和,在頭道并條采用條混,混紡比為C:PP:70:30,適合服飾外觀要求。
2.工藝流程設計

→FA302型X3三道并條→FL-16型粗紗→EJMl28K型細紗機→AC238型賜來福自動絡筒機。
3紡紗工藝參數的選配及質量狀況
3.1開清棉工序
3.1.1棕彩棉
棕彩棉含雜較高,其他各主要性能指標均較優,采取"早落少碎,多排漸進開松"的工藝原則,抓棉機采取微束抓取,排雜隔距偏大掌握,打手轉速降低,減少纖維損傷。
3.1.2遠紅外丙綸
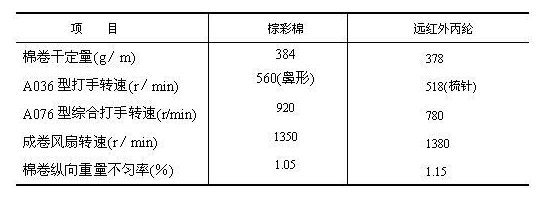
遠紅外丙綸纖維的回潮率幾乎為零,紡紗過程中靜電纏繞嚴重,首先進行預處理,方法為:用熱水配A070型丙綸紡絲油劑,比例為2.5:1,在抓包盤內隔層均勻噴灑,既潤滑纖維,又減少了纖維靜電,有效地解決后道工序的"纏、繞、堵、掛"現象。針對丙綸纖維無雜質、疵點較少的特點,采用"多松少打,以梳代打"的工藝原則,僅用一道A036型開棉機,各打手速度偏低掌握,各打擊點處隔距偏大掌握,在有效開松的基礎上,減輕對纖維的損傷,減少落棉。開清棉工序主要工藝參數及質量指標見表1。
表1開清棉工序主要工藝參數及質量指標
3.2梳棉工序
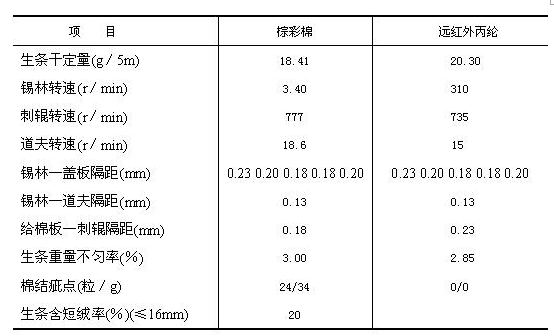
梳棉工序的主要目的是在盡量減少纖維損傷的基礎上,有效分梳纖維,提高單纖維的分離度和伸直平行度,減少棉結雜質,從而降低成紗的條干CV值、棉結和細紗的斷頭,丙綸采用低速弱分梳,棕彩棉采用低速強分梳。梳棉工序的難點,在于丙綸生產時,繞錫林嚴重,棉網向道夫轉移困難,采取了以下措施:降低道夫速度;提高清花、梳棉的相對濕度為62%;配置大工作角度的針布(針布規格型號見表2)。
刺輥工作角加大,齒淺,這樣使纖維能順利地轉移到錫林工作區,在刺輥分梳后不產生繞花和返花現象,防止產生絲束纖維。錫林針布工作角較大,齒密較小,使纖維不易沉入齒間,加強了纖維的轉移和釋放,與之對應的道夫針布工作角較小,齒密較大,使纖維有利于向道夫轉移,提高道夫凝聚纖維的能力。梳棉工序的主要工藝參數及質量指標見表3。
表2梳棉機針布參數
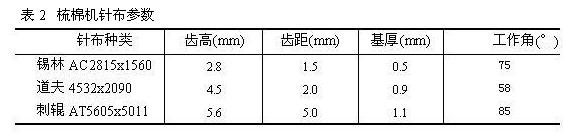
表3梳棉工序主要工藝參數塊及質量指標
3.3精梳工序
結合棕彩棉的特性及生條質量,在梳理隔距、落棉隔距上稍作優化,其余基本上按常規細絨棉的工藝參數上機,其主要工藝參數為:
給棉長度:5.23mm落棉隔距:19mm
梳理隔距:0.35mm鉗板支點位置:29.6mm
羅拉隔距:7X10mm頂梳進出隔距:4mm
頂梳和后分離膠輥隔距:0.75
精梳主要質量指標為:
干定量:18.7g/5m精梳條短絨率:9.5%
棉結/疵點:22/29粒/g條干CV值:4.25%
重不勻:1.35%
3.4并條工序
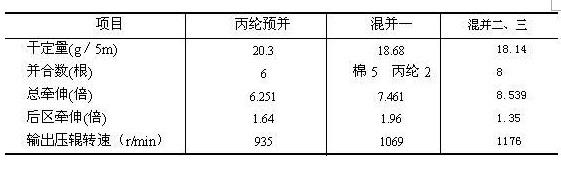
首先對丙綸進行預并,然后進行三道混并,以增強其均勻混合程度,并條采用順牽伸工藝,丙綸預并和頭并,并和數接近牽伸倍數,后區牽伸偏大掌握,二并及三并均采取集中前區牽伸的工藝,以提高須條中纖維的分離度和伸直平行度。熟條條干CV為2.9%,頭并用5根棕彩棉條和2根遠紅外丙綸進行混并,丙綸條間隔并居中排列,以減少靜電纏繞。另外并條工序,尤其是丙綸預并和頭并,靜電纏繞和堵塞喇叭口較嚴重,采用局部力口濕和降低車速的措施,相對濕度在80%以上,效果更佳。主要工藝參數見表4。
表4并條工序主要工藝參數
3.5粗紗細紗工序
粗紗細紗工序,生活較好做,在工藝配置上,粗紗仍以提高纖維的分離度和伸直平行度,改善紗條內在結構為原則,采用集中前區牽伸的工藝,粗紗捻系數偏大掌握,控制粗紗伸長率,減少細節的產生,粗紗條干CV值為4.35%。細紗工序采取集中前區牽伸的工藝,后區隔距適當放大,在保證牽伸正常的情況下,適當減少后區牽伸和鉗口隔距。
粗細紗的主要工藝參數為:粗紗捻系數74.8,粗紗干定量4.27g/10m,細紗后區牽伸1.20倍,細紗鉗口隔距2.5mm,細紗中心距(前區X后區)43mmX55mm。成紗質量為:條干CV值14.21%,細節8個/km,粗節92個/km,棉結116個/km,單紗強力257.4cN,單強CV值7.35%。可見,成紗各項指標均進入Uster97公報50%水平(參照Uster97統計值CJ14.6tex紗標準),千米棉結已接近25%水平。
3.6絡筒工序
絡筒工序的卷繞速度與常規品種相近,定為1000m/min,只是在清紗器的參數選擇上進一步加嚴要求,具體為:
棉結:200%短粗節:150%1.6cm
長粗節:40%2.8cm細節:-20%2.0cm
接頭大小:60%6.0cm
3.7紗線的保健性能檢測
用該紗線織成14.6/14.6523.5/283.0123襯衣面料后,經國家紅外產品質量監督檢測中心檢測,在其相對輻射能譜范圍內,其法向全發射率為88%。
4結語
(1)成紗各項指標均進入Uster97公報50%水平(參照Uster97統計值CJl4.6tex紗標準),千米棉結已接近25%水平。但仍需繼續探討,爭取各項指標,尤其是對布面風格影響較嚴重的條干和千米棉結,爭取進入25%水平。
(2)紡彩棉時,要進行區域隔離,機臺實行一條龍生產,回花,吸棉箱花單獨存放,嚴禁與本白棉混放,以防紗布出現異性纖維。
(3)彩棉排包時,要注意色澤均勻搭配,保證抓取纖維色澤均勻。
(4)嚴格控制各工序的相對濕度,進一步探討遠紅外丙綸梳棉針布,提高丙綸的可紡性。 更多紡織專業資訊,關注錦橋紡織網微信公眾號。微信搜:錦橋紡織網
轉載本網專稿請注明:"本文轉自錦橋紡織網"
|
 服務熱線: 0532-66886655
服務熱線: 0532-66886655
 傳真:0532-66886657
傳真:0532-66886657
 客服郵箱:service◎sinotex.cn
客服郵箱:service◎sinotex.cn






